Etapa 3
REALIZAREA MODELELOR PLANE TEXTURATE
Metoda folosita pentru realizarea tribomodelelor texturate a fost cea de prelucrare prin ablatie laser, foarte versatila si care a implicat folosirea unui laser LUMERA GmbH si a unui montaj optomecanic, montate impreuna pe o masa optica.
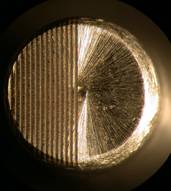
Laserul folosit este un laser cu solid in impulsuri cu Nd:YVO4, care emite impulsuri cu durata in domeniul zecilor de picosecunde, proiectat in vederea utilizarii pentru procese de microinscriptionare prin ablatie laser, tipul RAPID produs de LUMERA GmbH, Germania. Cu el se poate abla suprafata unor materiale de diverse compozitii si diferite grade de prelucrare a suprafetei, cu mare precizie si cu un minim de efecte termale de suprafata. Datorita calitatilor deosebite ale fascicolului, prelucrarile se pot face cu rezolutii laterale in domeniul micrometrilor si adancimi de rezolutii de cca 10 nm. In Fig. 1 si 2 sunt prezentate texturile realizate.
 |
 |
Fig. 1. Texturi realizate prin ablatie laser |
|
 |
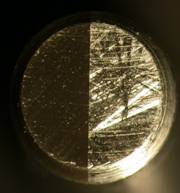 |
a. Texturat |
b. Treapta |
Fig. 2. Suprafata activa a celor doua tipuri de stifturi |
|
INVESTIGAREA
Investigarea adancimii, latimii si spatierii santurilor s-a facut in doua moduri:Cu un profilometru, care putea reda adancimea si latimea santurilor, cat si distanta dintre ele, dealungul unei linii perpendiculere de directia santurilor paralele.
Cu un microscop electronic care poate reda cu precizie foarte mare profilul transversal al santului, Fig. 3. Pentru aceasta investigare proba trebuie sa treaca printr-un proces de pregatite destul de laborios.
Proba trebuie sectionata astfel incat a sa poata vedea profilul santurilor. Un proces ordinar de taiere insa ar umple santurile, cu “bavuri”, exact la locul de investigare astfel ca profilul santurilor va fi mascat.
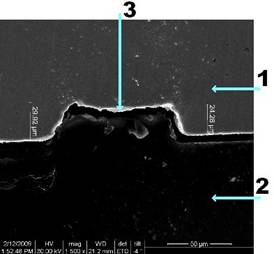 |
Fig. 3. 1 - materialul probei (otel); 2 - materialul polimerizat; 3 - profilul transversal al santului |
Din acest motiv, inainte de sectionare, suprafata prelucrata a probei se acopera cu un strat de material fluid in stare initiala, care intra in toate santurile pana la fundul lor. Dupa polimerizare acesta se intareste aderand foarte bine la suprafata prelucrata si neprelucrata a probei. La sectionarea transversala, santurile nu se mai umplu cu material bavurat, Fig. 4.
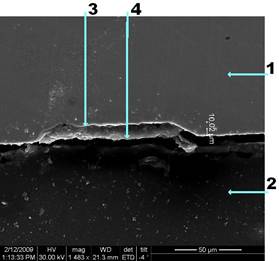 |
Fig. 4. 1 - materialul probei (otel); 2 - materialul polimerizat; 3 - profilul transversal al santului; 4 - profilul transversal al polimerului |
TESTAREA MODELELOR PLANE TEXTURATE
Testele experimentale, avand ca scop simularea portantei hidrodinamice s-au realizat pe testerul universal de la firma CETR (UMT), care este de fapt un tribometru stift pe disc prevazut cu un container pentru ulei cu sistem de reducere a efectelor centrifugale.
Un ulei de tip 20W-50 cu viscozitatea dinamica η25°=0.315 Pas a fost utilizat in cadrul testelor. Experimentele au fost realizat cu stiftul fixat rigid pentru mentinerea unei grosimi de film constante in timpul fiecarei serii de teste. Fig.5 prezinta schematic configuratia geometrica a contactului astfel realizat.
 |
Fig. 5. Modelul geometric |
Reglarea grosimii filmului s-a realizat pentru fiecare set de teste in regim static prin intermediul unui condensator capacitiv. Testele au fost realizate pentru trei grosimi de film, respectiv 8 μm, 10 μm si 12 μm, Fig.6.
 |
Fig. 6. Variatia sarcinii normale in functie de timp |
S-a realizat si o simulare numerica pentru validarea rezultatelor experimentale, Fig.7. S-a utilizat un software comercial bazat pe metoda volumului finit (Fluent Inc.) si un generator de geometrie de tip Gambit.
 |
Fig. 7. Sarcina dinamica adimensionala vs. grosimea de film adimensionala |
PREGATIREA TESTARII SEMICUZINETILOR
In cadrul primului obiectiv propus pentru aceasta etapa, s-au realizat doua tipuri de cuzineti care sunt pregatiti pentru a fi texturati. Pentru a putea controla prelucrarea texturarii care se realizeaza pe suprafetele cilindrice, cuzinetii cu suprafete texturate sunt alcatuiti din doi semicuzineti; in plus, arcul din suprafata cilindrica destinata texturarii este plasat ca un lob central pe arcul semicercului care-l cuprinde, Fig.8. Testarea acestor tipuri de lagare se face dupa montarea semicuzinetilor intr-o bucsa dispozitiv urmarind functionarea ca a unui cuzinet cu doi lobi. In cadrul celui de-al doilea obiectiv propus pentru aceasta etapa, s-au realizat etalonarea si verificarea metrologica a liniilor de masurare cu care se vor supraveghea experimentarile lagarelor pe instalatia de testare.
 |
Fig. 8. Semicuzineti |
S-a acordat atentie liniilor de masurare a proximitatii; necesitatea lor se justifica prin posibilitatea, in timpul experimentarii, de a se controla pozitia relativa fus-cuzinet, deci grosimea minima de film. Tot prin intermediul unuia dintre traductorii de proximitate se va controla turatia fusului in lagar.
Traductorii de forta sunt alte elemente componente ale sistemului de pozitionare-incarcare asupra carora s-au efectuat teste si etalonari. Sunt prezentati in Fig.9.
 |
Fig. 9. Traductori de forta |